.jpg.f068655e8a2f44656cb3b0b9079758e1.jpg)
Mudbullet
-
Posts
8 -
Joined
-
Last visited
-
.thumb.jpg.e6286a7eaf071db8bbff7087dec0deae.jpg)
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
I'll certainly re-check the pinion depth when I set the preload (hopefully today) while the pinion is at full torque. If it's still deep, I'll order a shim assortment. I probably need to do that anyway since the 4:56 gears I am taking out will go back in my son's Cherokee and my daughter's Grand Cherokee has the typical rear whine going on so I need to rebuild it. I may even invest in a case spreader, certainly seems like a much better way to get the carrier in and out especially on the carriers which have the shims on the outside, much less likelihood of damaging a shim getting everything in place. Thanks for the encouragement, I'll keep posting until the job is done and test driven. Something Motive has in their instructions I haven't seen in any others (haven't looked at a whole bunch of others) or in any install tutorials, heat soaking and cool down on initial driving. As part of their warranty, you must drive the vehicle 10 miles then allow the differentials to completely cool down, this is to be done 3 times. I assume it is to prevent overheating and possibly annealing the hardening of the gear contact surfaces. Probably isn't a bad idea regardless of who's gear set a person uses. I could see this causing catastrophic wear very quickly if the gears should happen to soften and I wonder if it may be the source of some failures where the set-up was suspected when in fact, the set-up was fine, the gears just weren't broken in correctly. I think most people never realize just how much heat is generated in a differential. I can attest to the fact they can generate 2nd degree burns if you happen to get in contact with the housing after a long drive. Anyway, I thought I would add that info. -
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
I also put my ring gear on, I snugged 4 bolts up pretty tight then set my indicator up and spun the carrier slowly to make sure there was no strange run-out. I then put the bolts in and torqued in two stages to spec with red Loctite, hence the silver hash marks (silver Sharpies rule!). I then re-checked the run-out and it was dead on. As for the gear set-up, like you stated above, it has always been presented as almost an alchemy science. That's one reason I have never attempted a gear change but thanks to YouTube "University" and your article, I finally understood the set-up and what was critical and what was secondary. From the world I am used to working in, the pinion tolerance of +/-.002 is a huge ballpark to play in. I came from an industry that made dental drills and files for root canals where the tolerance is 3 place metric. My calipers are accurate to */-.001 so I should be good. I hope my gear change will encourage others to do their own, nothing quite as rewarding for an old wrench spinner than to learn something new and do it successfully.

-
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
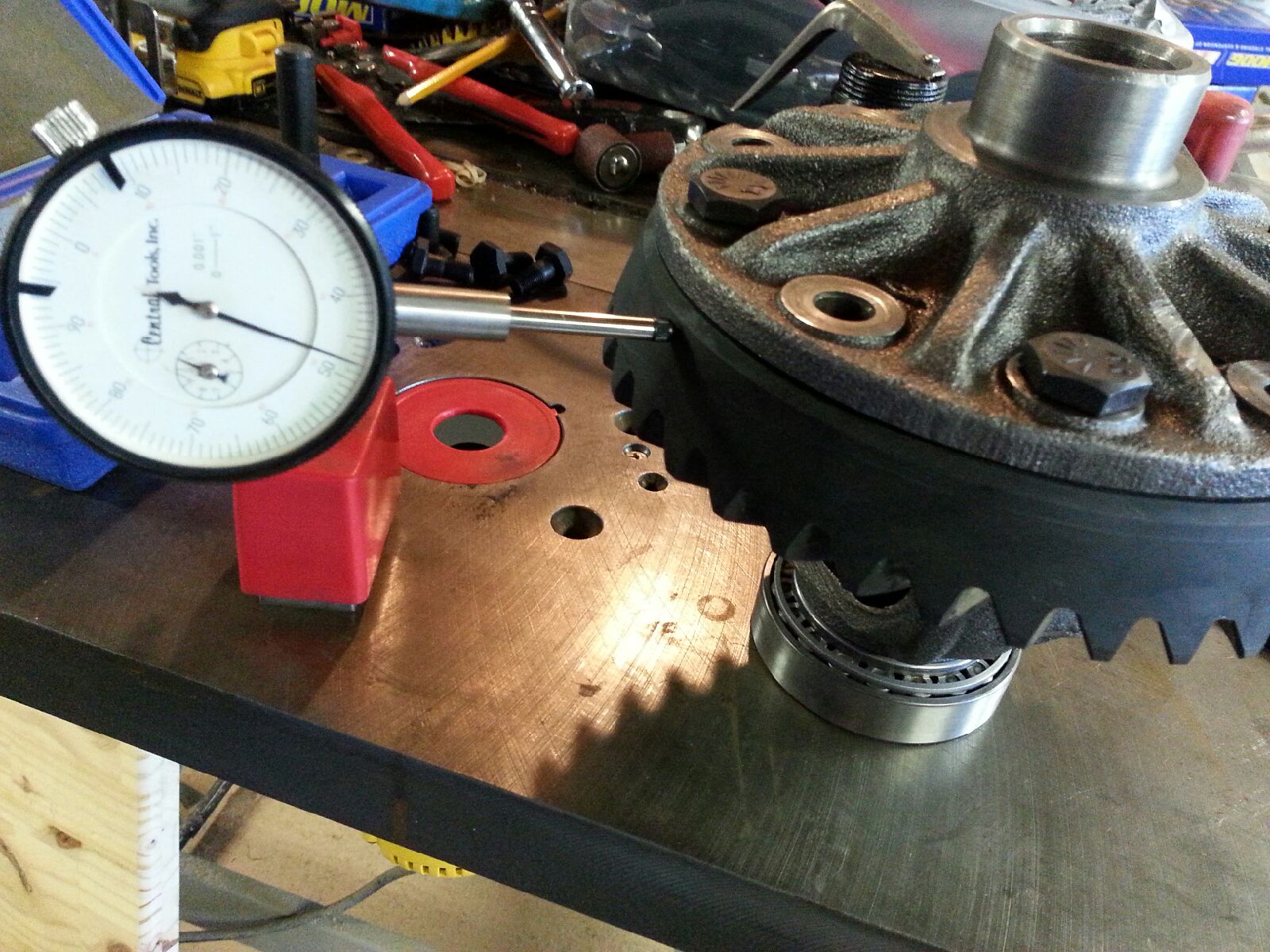
Well, I've had a crash course in differentials (almost literally) the past couple weeks, My Astro van dropped a c-clip and the right axle parted company with the housing. It appears the hardening wasn't deep enough on the tip end of the axle, actually both axles. They have sort of a reverse mushroom head on them now, the outer edge sharp and hard, the center of the axles were badly cupped like a worn out cam lifter. The outer edge had finally worn into the pin enough to let the axle slide in and drop the c-clip. Luckily I was able to get it off the road and stopped before the axle was completely out of the housing but I've been pretty busy putting everything back together. I will post what I've done so far on the Jeep though. Here's the pinion head etched with the depth. The second picture is the router in action. It is a variable speed and I ran it at about half, I wouldn't want to run it much quicker. The sparks show just how effective it was. The sandpaper rolls worked so much better. I had already went through three 80 grit 3/4" rolls on one carrier bearing and about half done on the second. The third picture shows the 3/4" 80 grit roll from the router which finished the second carrier bearing and did both pinion bearings. It was still cutting well too. I swapped to a 1" roll to do the races because of the increased diameter of them. The fourth picture is the basic concoction I came up with, I hadn't drilled the hole yet but it is a piece of cold rolled that started at 1/4" nominal, ground flat then parallel, 2" wide by 6" long. The first thing I did was measure my plate thickness in several places to make sure it was consistent then zeroed the calipers, that way all measurements will be taken minus the plate thickness. I located and drilled the hole and deburred, then put my pinion in with only the oil slinger and test bearings, torqued it to about 65 ft.lbs. and checked the pinion head depth (7th pic) it came out to 2.2835" with a target of 2.261" I was 0.0225" too shallow. My shim assortment wasn't tremendous but I chose the two I measured at 0.0115", re-torqued the pinion at the same value as before and I got 2.258", 0.003" deep but I feel certain that will decrease at full torque. I've pressed the new bearing on and have everything ready to start assembly, hopefully some time this week.









-
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
Another helpful thing I figured out by accident as I was standing in front of my drill press sanding out my test bearings (takes a while) and I could tell my drill press was getting tired of the side loading on its bearings. I considered a spindle sander but those things are pricey even for a cheap one. I am using my table saw top for a clean surface and because it has a ground cast iron surface so it is flatter than my work bench, I stopped sanding to test fit my bearing and the light went off, the other side of the table on my saw is set up for a router. I slid the fence back, put my sanding drum in my router, slowed the spindle speed down a tad, then made quick and more accurate work of it. The bearing can sit on the flat surface and then just work it around the drum sander. Cheap router tables can be found used or even Harbor Freight routers will work. The bearings in a router are designed for side loads so you won't be doing any damage like with a drill or drill press and you end up with a better more accurate test bearing than by trying to hold it flat on the drum with no support under it in a drill press or using a hand drill. Another thing I found on the Motive brand gear set, in addition to the depth from carrier centerline to the top of the pinion gear, they also mark the backlash on the ring gear the set was hone meshed to. On my Dana 30, it was set at 2.261" pinion depth and .006" backlash, that's a very accurate bullseye to aim for and I'm thankful that information was included in the set. -
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
I haven't had a chance to do anything this week, I'm starting back on it this weekend. I will take some pics of my tool and how I am using it. Maybe it will help some others to make a faster setup. It could also be used to check the pinion depth before removing an old pinion to get a reference to setting a new gear back up. Thanks for all the help, I'll keep posting with progress. -
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
I think the pinion depth is going to be a fairly easy job, Motive has the distance etched on the pinion of the inner pinion face to centerline of carrier, 2.038" I believe (don't have it in front of me) as the distance the ring and pinion were match honed to run together. I have a piece of plate that I had parallel ground on both sides and hole through it to use a depth mic. By placing the plate on the bearing cap surface in the housing and checking the distance to the top face of the pinion, then subtracting the plate thickness should get me near dead on the correct shims if I have the pinion in with no shims and snugged down to about 80-100 ft/lbs. It seems it would be at least as accurate as the Ratech tool I see advertised. Do you see any issues with this home brew pinion gage I may be missing? I am assuming the bearing cap surface is parallel to the pinion race seat and perpendicular to the pinion axis. Once I have that set, then setting the carrier for backlash and preload shouldn't be too bad, trial and fit until it's laying a good pattern and the backlash is where it needs to be. It comes back to the shims for the pinon preload that gets me thinking too much. The old bearing races I will be using are dulled but no wear I can detect with a "thumbnail mic", there's no pitting or spalling and they spun quietly on the bench. -
Dana 30 Pinion Preload Shim Stack
Mudbullet replied to Mudbullet's topic in Jeep® YJ Wrangler, TJ Wrangler and LJ Wrangler
Thanks, that's kind of what I expected to hear but was hoping there was a "range" on the pre-load stack. At least they did install new Timkens on the pinion when they installed it and I am using new Timkens back so the pinion depth should be pretty easy to get right. The carrier pre-load seems good when I pulled it having to use a small prybar and some enthusiasm.I found a mess in the spider pin where they had use a 1" long roll pin, knocked through so it was only holding on the flange side of the carrier, then they drove another used pin on the button side, bent it over and cut it off, then staked around the hole. I am sure at this point the pinion nut wasn't the only nut involved in this job. I don't have and can't locally source the right roll pin to hold the carrier pin, I'm setting this whole mess aside and just ordered new Tru-Tracs for front and back. If I'm going to have to do a long process trial and set-up, I may as well do it on something strong and useful. Thanks for the help. As the old saying goes, it's hard to find good help these days. -
Mudbullet changed their profile photo
-
If you read this Moses, many thanks for your Dana 30 rebuild article, it's the only one I've found that helped me. Here is my problem in a rather large nutshell. 1995 YJ, 2.5 5spd. I had an axle seal leaking and bad lower ball joints so I figured it would be a great time to upgrade to 4:88 gears and 4340 axles since I am rolling 33-12.50's. I opened up the diff to find a recent but very poorly installed 4:56. The caps were on upside down and it had about .100" backlash so I am essentially starting from zero. The carrier bearings appear to be original so I am fairly sure the shims are close but I am making a set of test bearings for all positions. There were no shims behind the forward pinion race and only the slinger behind the bearing, probably the culprit of the massive backlash. The pre-load shims are another issue. It appears the installer used all the shims he had and all that were on it originally. The original shims (determined by some discoloration) stacked to .057", He or she added another .041" to stack out at .098". I can do all the setup and the new gears have the pinion depth marked so I know what to shoot for, my question is what ballpark the pre-load shim pack should be in to start the setup? If I read correctly, the torque for the pinion nut is 160-200 ft/lbs so I know if it gets too tight before I hit 160 there are too many shims and if it hits 200 and doesn't have enough pre-load, not enough shims. I would just like a good spot to start. I am using a Motive gear set if that makes any difference. Thanks in advance to whomever might be able to help. I'm sure the Dana 35 in the back is in similar condition so any help will be greatly appreciated. I would also like to mention how awesome it is to find a forum that is just simple and to the point without all the smells and bells to stagger my poor old Dell to a standstill!
.thumb.jpg.e6286a7eaf071db8bbff7087dec0deae.jpg)